Your Project Is Safe With Us
Efficient Bulk Material Handling / Engineered to perform.
Efficient Bulk Material Handling / Engineered to perform.


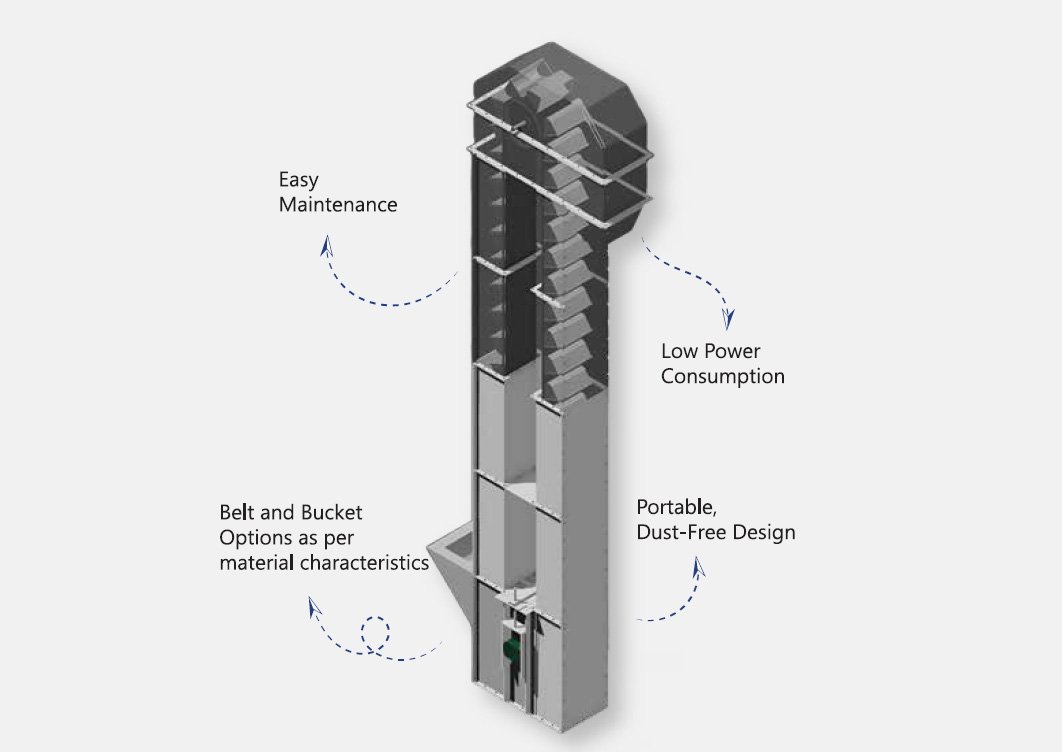
Engineered for vertical excellence, bucket elevators are designed to efficiently transport bulk materials-ranging from fine powders to heavy granules at various heights. Using a series of buckets attached to a belt or chain, they offer reliable, dust-free conveying with minimal footprint. Ideal for handling abrasive or fragile materials, these systems are essential in industries where precision and consistency matter.
| Model | Capacity (m3/Hr) | Capacity(TPH for Grain) |
|---|---|---|
| BE 100 | 5 | 3.5 |
| BE 125 | 8 | 5 |
| BE 150 | 15 | 10 |
| BE 200 | 35 | 24 |
| BE 250 | 85 | 60 |
| BE 300 | 140 | 95 |
| BE 375 | 210 | 145 |
| BE 375 | 210 | 145 |
| BE 400 | 275 | 190 |
| BE 450 | 350 | 245 |
| BE 600 | 450 | 315 |